���ڣ�2023/2/28 Click��749
䓽Y(ji��)��(g��u)����ʩ���|(zh��)�����}
�|ݸ(li��n)��䓽Y(ji��)��(g��u)��������˾��䓽Y(ji��)��(g��u)���̵ĺ���׃����Ӱ�䓽Y(ji��)��(g��u)�|(zh��)�����飻䓽Y(ji��)��(g��u)���̵ĺ���׃��ֻ��ͨ�^ʩ���T�Ľ�(j��ng)�ͺ����ļ��g(sh��)ˮƽ�����Կ��ƣ��@����߀�д��ڏV��ʩ���ˆT�Ĺ�ͬ�M��������ֻ�nj�䓽Y(ji��)��(g��u)�����|(zh��)�����ƵĜ\�����Y(ji��)��Ƿ��֮̎��Ոָ�̡�
��_��䓽Y(ji��)��(g��u)���̵�ʩ��Ʒ�|(zh��)������_��䓽Y(ji��)��(g��u)���̵�ʩ��Ʒ�|(zh��)����횏��O(sh��)Ӌ��ʩ�����Ѳ�y���Ȏׂ��h(hu��n)��(ji��)�M�Ї�(y��n)����ơ������B�j(lu��)�Լ��������ʩ�����H����䓽Y(ji��)��(g��u)����ʩ�����^�����F(xi��n)��Ʒ�³ɾ������_�˵��U�l(f��)���д裬��������õĿ��Ƽ�̎����ʩ��
��Ҋ��䓽Y(ji��)��(g��u)�����|(zh��)�����}
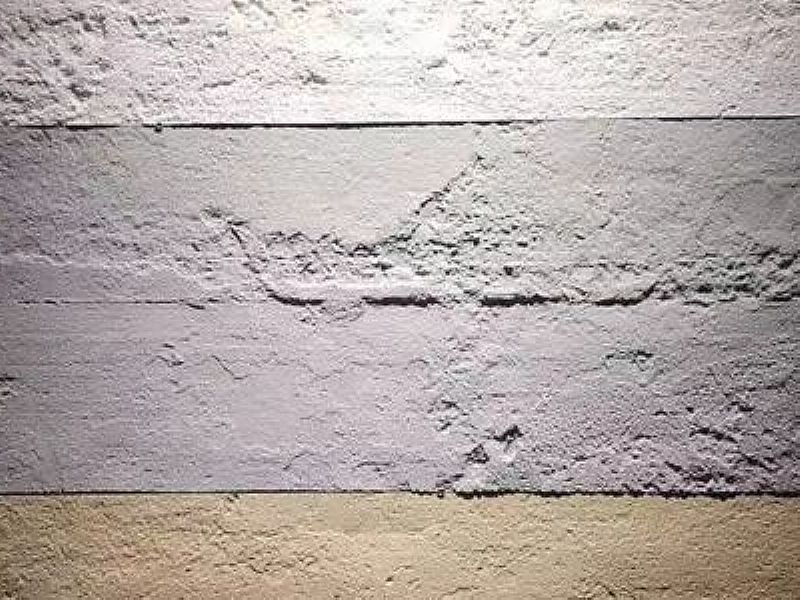
�������Nԭ���ϕ����������N׃�Σ�䓽Y(ji��)��(g��u)���A(y��)�ƹ����Е����F(xi��n)���N�γߴ�ƫ��珝������ƽ�Ͳ���ֱ����Ҫ�C�������������г����üӟ�C����������Ę�(g��u)�������F(xi��n)�ӟ�^(q��)��ľ������и��(g��u)�������^���г������F(xi��n)���N���s��׃�Σ��磺���ۡ�������N��׃�εȡ�
�������ӵĴ�ֱ��ƫ���^�����픘�(bi��o)�ߵ����O(sh��)Ӌ��(bi��o)�ߡ��ߌӵ�䓽Y(ji��)��(g��u)�����У�䓽Y(ji��)��(g��u)�������b���^���г������F(xi��n)���_�װ��϶�^����߉|�F�������y��߀���l(f��)�F(xi��n)�������g���^����^С�ľ����Ѳ������픣������l(f��)�F(xi��n)���ɶ˵�픘�(bi��o)�߲�һ�¡�
�������нY(ji��)��(g��u)�Ѳ���Օr��䓽Y(ji��)��(g��u)���̰��b��ɺ����l(f��)���S��λ�ƣ����ӵĴ�ֱ��ƫ���^�����픘�(bi��o)�ߵ����O(sh��)Ӌ��(bi��o)�ߡ��ߌӵ�䓽Y(ji��)��(g��u)�����У�߀���l(f��)�F(xi��n)�������g���^����^С�ľ����Ѳ������픣������l(f��)�F(xi��n)���ɶ˵�픘�(bi��o)�߲�һ�¡�Ӱ�䓽Y(ji��)��(g��u)�����|(zh��)�������֡�
���� ��������;
����Ʒ�
���R������Ŀǰ�Ј���䓲Ĺ���(y��ng)�S�ұ��ࡣ���ϲ�ُ���Բ�ע��͕����F(xi��n)���ϵIJ��|(zh��)���ϸ����N׃�γ���(bi��o)��ԭ���ϵ��\ݔ���ѷźͱ����^���У�������ײ�͔D����ʹ���ϳ��F(xi��n)���N׃�Σ�*��Ҋ���磺䓰岻����������ۡ���䓲���ֱ���䓡���������������岻��ֱ�ȡ��@Щ׃�β��H�o�C���������y���е������o�����и�������ʩ���|(zh��)���a(ch��n)����(y��n)��Ӱ푡�
������������;
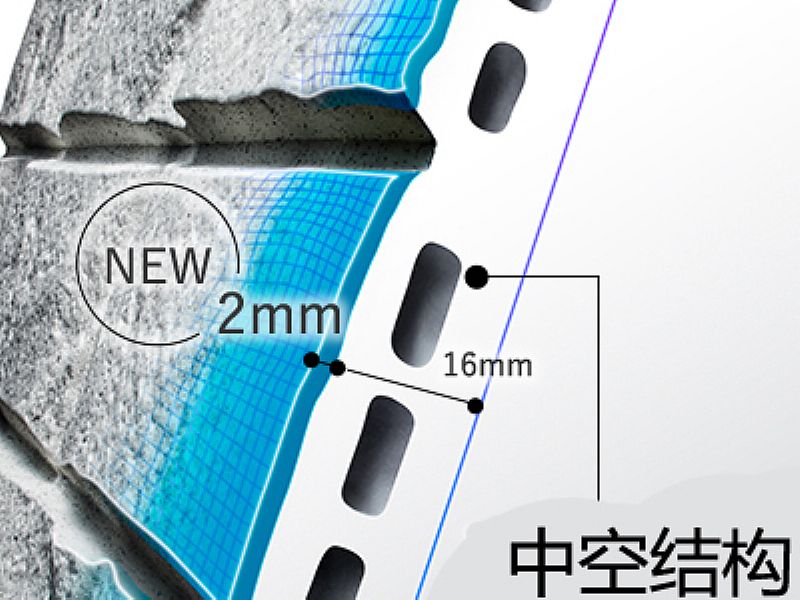
�������졢�b���^���У��O(sh��)��ĽY(ji��)��(g��u)��ݡ���(ji��)�c���������p�ֲ��Ȍ�䓽Y(ji��)��(g��u)��ʩ��Ʒ���a(ch��n)����Ҫ��Ӱ푡�����䓽Y(ji��)��(g��u)��ʽ�e�C��(f��)�s�����������������O(sh��)��ĺ���׃����һ���ļo(j��)�ɣ����Ի��Sͨ�^Ӌ�����׃������������ǰ��ȡ���Ӽ��Թ�(ji��)�ơ�䓽Y(ji��)��(g��u)��׃�Λ]�мo(j��)�ɣ�ֻ�ܑ{��(j��ng)�������ź������ͺ����տs�������� CBL��III �͠t�Y(ji��)��(g��u)�У����ڠt�ڰ�ĺ��p�����Ҽ��У���ɠt�ųߴ��(y��n)�ؿs�̣����������ǰ�A(y��)�����L�������t�ųߴ猢���С���O(sh��)Ӌ�ߴ硣
���� ʩ������;
����䓽Y(ji��)��(g��u)���A(y��)������,
��������ʹ�õĿ�ģ�ߴ羫�Ⱥ����Ͼ��ľ���(x��)�̶Ȍ�ֱ��Ӱ푘�(g��u)���ߴ���A(y��)��Ʒ�|(zh��)��䓽Y(ji��)��(g��u)���A(y��)����ʩ���С�ͬ�r���ϕr��(y��ng)�A(y��)�������и�ͼӹ���������ԭ���ϡ��и��(g��u)�����ӹ������A(y��)�Ƽ��������ͳ���؞����䓽Y(ji��)��(g��u)ʩ���^���е�ÿһ��������������������t��һ����ʩ��Ʒ���o�����C���������wʽ��ֶ�N���ӣ���(j��ng)�����վ��w��r�ɼ{�����Ǽӟ����������*���õ��ֶ�֮һ�����ڼӟ�ض��^�ߣ�����(d��o)�²��ϵIJ��|(zh��)�l(f��)��׃�������Ҽӟ���Ý�ˮ������s�������ڼӟ�^(q��)�a(ch��n)�����F(xi��n)�塢�Ͳ������L���ܵ��Ƽs�����ڲ�ж��ƴ�����������������g���ԙz����(y��n)��׃���^�������o���C���� ���ڹ�(ji��)�c���Ǻϡ��Ѻ��^�����ƴ�ӹ�ˇ����������(g��u)����ƴ�ӕr�������ƴ�Ӻ��A(y��)�ƽY(ji��)��(g��u)�l(f��)��ȫ�LŤ���� ʹ��ƴ�Ӻ��ƴ�ӽY(ji��)��(g��u)��Ƚ��^��ƴ��ǰ�Ę�(g��u)���ߴ粻��(zh��n)����Сƴ��(g��u)����Ӌƫ���^��䓽Y(ji��)��(g��u)��(g��u)���A(y��)����ɺ�������ײ���a(ch��n)���������ѷŕr����|�c���ò��������ߵͿճ������a(ch��n)����������䓽Y(ji��)��(g��u)���b����������_���p��������װ��^�������Ә�(bi��o)��ƫ���^������Ԕ��δ�Pƽ��ֱ��Ӱ����ӵ��b���(bi��o)�ߡ���ֱ�ȡ��|�F�ĉK��(sh��)���|�F�įB���L�ȡ�ͬ�r�������^���г��F(xi��n)�տs׃�Σ�ʹ�װ��N�����Ķ�Ӱ����ӵ��b��Ʒ�|(zh��)������������S����λ���`����ӵ��_��˨λ�ò���(zh��n)�����װ���˨��λ��ƫ���^�������ӽY(ji��)��(g��u)��λ������S����ƫ�ƣ��ߌ�䓽Y(ji��)��(g��u)���b�r�����л��ӽY(ji��)��(g��u)�b��r���鱣�C�������S�����Ǻϣ����������ľ������ό������b�Ļ���(zh��n)�S�����Ķ�ʹ�û�������S��ƫ���^��(y��ng)���r�����b��Ę�(g��u)�����A(y��)��ƴ�b�ĽY(ji��)��(g��u)����У����**�Ե�����
����䓽Y(ji��)��(g��u)���b�r����Ȼ�����Y(ji��)��(g��u)�B��ȫ�������M��У������ʹУ�����y�����o��У���������B�ӽ��c�����Ҳ����Q�����܌�ʹ�����ں��ӟᑪ(y��ng)���Ă�Ⱦ�Є��®a(ch��n)���N��׃�Ρ�䓽Y(ji��)��(g��u)���b�С� �����c����ӑՓ���ߌ�䓽Y(ji��)��(g��u)�����c�������w�ú��ӷ����B�ӣ����p�����Lֵ�Լ����d�����ӵĿs��׃�Σ�������������γߴ���һ����Ӱ푡��e�ģ��Y(ji��)��(g��u)�����IJ��������Ҳ��Ӱ푽���������γߴ硣�r��׃�������׃�������ӵȮa(ch��n)���ğ�����䓽Y(ji��)��(g��u)���ز��Ӱ��e�t�g����䓽Y(ji��)��(g��u)�b���L�ȳߴ�Ӱ��e��������¡������r����䓽Y(ji��)��(g��u)���b�ã���������ӻ����ӵIJ�������ꖹ�������r��ͬ�����ڜز��^��Ӱ����ӻ�Y(ji��)��(g��u)���L�Ⱥʹ�ֱ�ȣ���ز�Ӱ푿���ʽ�� 1 Ĭʾ���� l��1��210��5/ �� �� �� T l�����У� �� l�� ����Y(ji��)��(g��u)�ܜض�Ӱ푵đ�(y��ng)׃�� �� mm��������T�� ������������ͬ��(c��)�ĜضȲ� �� ��
���� ���ӵ��L�Ȼ�Y(ji��)��(g��u)�ĸ߶� �� mm䓽Y(ji��)��(g��u)���ӕr�ӑ�(y��ng)��������׃�Ε����F(xi��n)�������������N��������M��׃��,���ں��ӵİ��Ρ���ˇ���M�b��ݡ����lֱ���������������׃�δ�ʩ��ԭ��
���� �Ѳ�y������;؞����䓽Y(ji��)��(g��u)ʩ����ÿһ������ �Ѳ�y����䓽Y(ji��)��(g��u)���̵�ʩ��Ʒ������Ҫ�Ŀ��Ƹл����Ѳ�y���x���ߵľ���ֱ��Ӱ�ʩ��Ʒ�|(zh��)��ʹʩ���|(zh��)��̎�ڷǿؠ�B(t��i)���ȷ����b�����ӕr���Ѳ��������wʽ��ֲ����_Ҳ��ʹ�z������Ĕ�(sh��)��(j��)����(zh��n)�_���ý�(j��ng)���x�y�����ӵĴ�ֱ�ȣ����H�y���г��уx������(zh��n)������(zh��n)���ӵ�߅�أ���������߅�����ڸ��Nȫ��(sh��)׃�Σ�ʹ�Üy���Mȥ�Ĵ�ֱ�ȳ��Ǹ��N׃�Σ��珝����ȫ��(sh��)�����������׃�ε��۷eֵ���@����(sh��)ֵ����������ӳ���ӵĴ�ֱ�ȡ�䓽Y(ji��)��(g��u)���̵�Ʒ�¿��Ƽ����δ�ʩ
���� ���Ϲ�(ji��)��;�������ò��ϱ�횾���䓲�Ʒ���C�������Y����Ǣُ���\ݔ���I(l��ng)���^���Б�(y��ng)��(y��n)�����m(x��)�����Ҳ��|(zh��)�m�ϼ���Ҫ��͇��Ҙ�(bi��o)��(zh��n) GB700��88 �����������ڽY(ji��)��(g��u)��Ҫ��λ��䓲Ļ�?q��)�䓲ĵIJ��|(zh��)�����x�r��������л��W(xu��)�ɷֺ͙Cе���ܵ��J(r��n)���(f��)�ˣ��Ҫ�r�M�мӹ���ˇ����ԇ���Dz�����Ҫ��IJ��χ�(y��n)�����á�׃����Խ�ɳC�������IJ��χ�(y��n)�����á���(j��ng)���벿�Tٝͬ�ɴ��Q��䓲ĵĴ��ñ���c�O(sh��)Ӌ���T��ͬ�о��_���������S����û���IJ��ϡ�
���� ���빝(ji��)�ƣ�����r��(y��ng)ע�⣺ ��p��䓽Y(ji��)��(g��u)�ĺ���׃�Ρ����p���Ñ�(y��ng)�M���܌��Q�������S��Ӵp��ȣ� ���C���U��ǰ����. ���p�����^�ּ��С�ʩ�����Ƽ����Ρ��Y(ji��)��(g��u)�A(y��)�Ƶ�Ʒ�¹�(ji��)�ƣ����÷ֶΜy����䓲ĵķž��ߴ瑪(y��ng)����ȫ�L��ֳߴ硣ʡ�óߴ��۷e�����ڳߴ�Ҫ���^�ߵĘ�(g��u)�����ž��r��(y��ng)���Ϙӛ_�ۡ��鱣�C�и�߅�����и�Ʒ�|(zh��)�� 12mm ���µİ呪(y��ng)�M���Cе�и�Ú⺸�и�䓲ĕr����(y��ng)ҕ䓲ĵ�Ҏ(gu��)���A(y��)���� 2��3Mm ���L��������(y��ng)�M�гC����䓲ĵ�׃����Խ���������Sƫ����r�����׃���m�ϳ߶Ȅ�������C�����䏝����*С���ʰ돽��*����ʸ�������Sֵ�r����(y��ng)������䓸����C�����É���ǧ������Ƶĸ�������������C�����°l(f��)�ظ����� ��ʾ���wʽ��ֈ�(zh��)�У����䓲Ļ�(g��u)����׃���^��6</SU 1��210��5/ �� �ľ���Û��������������L�����ڼӟ�^(q��)�ضȸߣ��ӟ�^(q��)��䓲��տs���������ӟ�^(q��)�ضȵͣ��Ƽs�˼ӟ�^(q��)���܇���Û���Ķ�ʹ�ӟ�^(q��)�Ľ����ܵ��D������(d��ng)�ӟ��_���ض��ضȕr���ӟ�^(q��)�������ܔD���a(ch��n)������׃�Σ��ӟ�^(q��)���ٵľ��w�Y(ji��)��(g��u)�l(f��)��׃������(d��ng)��s�������ضȕr�����տs���ӟ�ǰ���L���⣬߀�� 1��4810��6/ �� �����L���Mһ���տs�������L���L�ȱȼӟ�ǰ�����s�̡�������׃�Θ�(g��u)���ĵî�(d��ng)λ�����мӟᣬ��(d��ng)��(g��u)����s�r�a(ch��n)���ܴ�����L��(y��ng)�������_������Ŀ���O(sh��)�ӟ�ضȞ� T �� ���ӟ�^(q��)�Č��Ȟ� l mm �t�ӟ�C�������L���� l mm ����ʽ�� 2 Ĭʾ��������l��1��4810��6Tl��2�����Ի��S�l�l��(zh��)�У�����ӟ����һ���_����Ո��ֱ���M��Ҫ���ֹ����p�٘�(g��u)���ĺ��Ӛ�����(y��ng)������(d��ng)��(g��u)���ɶ��������繝(ji��)�c�塢�ӏ��塢ţ�ȵȽM�ɕr����(y��ng)���M�в���ƴ�ӺͲ����M�b�������ӳC�����M�И�(g��u)���ĽM���ͺ��ӡ������(ji��)�c��䓲��Ǻϡ�ƴ�Ә�(g��u)���r����(y��ng)�C���{(di��o)ֱ�_����(bi��o)��(zh��n)�����M��ƴ�ӡ�ƴ�ӹ�(ji��)�c�ĸ�������cĸ��֮�g�p϶���� 3Mm �r���ٿv���߿��o���c�����ӣ����M��ƴ�b��ʡ�����ڹ�(ji��)�c�ߴ粻����ɘ�(g��u)��������
������F(xi��n)��ƴ�b��ƴ�b��(g��u)��һ�㑪(y��ng)�O(sh��)����ƽ�_���t��(y��ng)�����^��Ӳ�Ĉ�������ˮƽ�x��ƽ��ƴ�b�r��(g��u)��ȫ�L��(y��ng)��ͨ�������ژ�(g��u)���д����Ե��c����ˮƽ����ƽ���m�ϼ���ߴ��늺��c�̺��Ρ������^�(g��u)��������ǰҪ�M�мӹ̡���(g��u)��������ҲҪ��ƽ����t��(g��u)������o���C�������c��Ȱl(f��)��ì�ܕr�����ژ�(g��u)�������`���(y��ng)�ȝM����(sh��)ֵ���鱣�C�Ϳ�Ȝ�(zh��n)�_����횇�(y��n)��z�阋(g��u)�������ߴ�ľ��ȡ�Сƴ��(g��u)��ƫ������ƴ�bǰ�������\ݔ���ѷż����b�^���е�Ʒ�¹�(ji��)�ƣ����������ĉ|ľ���|�K��䓘�(g��u)���Ķѷň��ؑ�(y��ng)ƽ�����ʹ��(g��u)�����Է�ƽ�ŷ�(w��n)����(d��ng)���ӯB�ŕr����(c��)���^��(g��u)����ˮƽ���á����ʹ���Ӊ|ľ��ͬһ�����ϡ����o����������ܑ�(y��ng)���š������ι̡��������b����r������䓘�(g��u)���ĵ��b��(y��ng)�е��bӋ������(y��ng)ԇ�]��(g��u)���Ą��Ⱥ͵��c���O(sh��)�ã��Է�׃�Ρ�
����䓽Y(ji��)��(g��u)���b��Ʒ�¹�(ji��)��
����Ҫ��(y��n)����Ƶ����S���͵��_��˨�����_������������bǰ������������A(ch��)��ע�r����횇�(y��n)���Ѳ�����ĸ��Nλ�þ��͘�(bi��o)�߾����Ѳ�����ď��Ȳ��k��������ա��b������װ�ǰ��������Ԕ��������ĥ�ӹ�ʹ֮ƽ������Ҫ��䓉|�����e��(y��ng)����(j��)Ӌ��_��������ʩ���ж����䓉|����֧�С��|�呪(y��ng)�O(sh��)���ڿ������_��˨�����װ�ӄŰ����֫�£�ÿ�����_��˨��(c��)��(y��ng)�O(sh��) 1��2 �M�|�壬ÿ�M�|�岻�ö��� 5 �K���|��įB���L�Ȳ�С�ډ|���L�� 2/3����(y��ng)ҕ��r��(j��ng)�O(sh��)Ӌ�ˆT�S�ɣ���l(f��)���A(y��)�����c��˨�����r����ƫ���?q��)��הU���E�A�Σ�����Q�üӴ�ĉ|Ȧ�M�а��b��ʯ���f���w����䓽Y(ji��)��(g��u)ʩ���У����ڙE�A������λ���^��(j��ng)�O(sh��)Ӌ�S�Ɍ���˨����������A(ch��)����菵�һ�ӣ������¼�һ�K䓰��c���_��˨�����������¼ӵ�䓰����@����������˨���@���˾��ɽY(ji��)�����������Ķ�λ�S�������������S�������(zh��n)�����ӻ�ߌ�䓽Y(ji��)��(g��u)���b�r����(y��ng)�ĵ�������S��ֱ�����ϡ���(y��ng)���r�����b��Ć�Ԫ�Y(ji��)��(g��u)��(g��u)���M�Йz�顢�������̶��� 䓽Y(ji��)��(g��u)�ֆ�Ԫ���Ƭ�����b��r���^�����Sȫ��(sh��)�Y(ji��)��(g��u)�b����ɲ��B�ӳ����w�����M�Йz�顢������̶������ڽY(ji��)��(g��u)���d�ͺ������L��ʹ���Ӯa(ch��n)�����L׃�Α�(y��ng)�A(y��)�������� 䓽Y(ji��)��(g��u)���b�r����(y��ng)�������ij��������{(di��o)�顣���͵�䓽Y(ji��)��(g��u)���b�r���b��ǰҪ�y����ע�ꮅ�ĸ����Ę�(bi��o)��׃����r����t��횲�ȡ푑�(y��ng)���{(di��o)���k����䓽Y(ji��)��(g��u)��(y��ng)���_�p�L(f��ng)�����������Տ��ҵĕr���b���У����
���� ���ӵ�Ʒ�¹�(ji��)�ƣ�����͘�(g��u)������������ʹ���p�ߴ��^�� ���C�Y(ji��)��(g��u)���U����r�¡�������ܺ��p�ͽ��溸�p�����Q�O(sh��)�ú��p���ɿ��]�g�ຸ�p����������������Y(ji��)��(g��u)�С��ŘӺ����ϕr���C������늺�������L�������Ř����ϕr��������ܵ�����(g��u)�������]���b������ϱ��C���ö�λ���̶������ú��m�ĺ������һ����ɣ�С�͘�(g��u)����һ���b�䡣�M��������С���M�������͘�(g��u)�������ܡ��M�����ȡ��ٿ��b��ͺ��ӡ���������ϱ��C���x�õî�(d��ng)?sh��)ĺ��ӹ�ˇ���������溸�p���Ⱥ�����׃���^�p��Ҫ�O(sh��)���������仡�cȱ�ݣ����÷����溸����ӷ����溸�����ֹ������L���p�r�������ͽY(ji��)��(g��u)������������ͬ�r���Qʩ�����M�����Ì��Qʩ�����ԄӺ��ɲ��ֶκ��ɣ����ԄӺ�ʹ�ñ��^�ձ飬����䓽Y(ji��)��(g��u)���A(y��)��ʩ���С������ں����^���Юa(ch��n)������׃�α��^�١�䓽Y(ji��)��(g��u)���°l(f��)���b���У�������ֹ�늻��������ӕrҪ�������ź���������ֹ������^�L�ĺ��p�r��Ҳ�ɲ��÷ֶΡ��ӻ����Sʽ�ĺ�����ʽ��p�ٺ���׃�Ρ����Ⱥ��p����׃�Ρ����÷�׃�η��䌦��׃�λ��O(sh��)�Ì��÷�׃�ΊA�����ߡ����x��ֱ���� 4 �ͧ� 3��2 ���l�����_���x�ú��lֱ�������e��䓽Y(ji��)��(g��u)ʩ���С�ֱ����� 5 ���l���������_�װ�Ș�(g��u)���^��ͺ��_�ߴ��^��ĺ��p�����w�c���lֱ�������ȣ�������������^�麸�lֱ���� 35��55 ����Ҳ�ɸ���(j��)��(j��ng)��x�á�
�����z�yƷ�¹�(ji��)�ƣ�
��(y��n)���(zh��)��Ʒ��ͣ�z�c�ƶȣ� ʩ����ÿһ��������M�Ї�(y��n)��ęz�y������ӛ䛡�������ȫ��Ʒ�±��C�\��ϵ�y(t��ng)�� �Ѳ������Ĺ��߱�횽y(t��ng)һ����(j��ng)�^��(y��n)���У���Ü�(zh��n)�_�ęz���wʽ��ֺ��ߡ���������_�Ļ���(zh��n)�������ľ���3��4��4 �����S������(bi��o)��ֱ�ȵȵĜy���r�������S�Ԙ�(g��u)������A(ch��)��߅��������M�������ʡ�ðl(f��)���۷eƫ�ע�����Ʒ�³ɿ��Ƿdz��V���Ķ���Ӱ�䓽Y(ji��)��(g��u)�|(zh��)���ijɷֺܶ࣬䓽Y(ji��)��(g��u)���̵�ʩ���С�����䓽Y(ji��)��(g��u)���̵�ʩ���F(xi��n)���C����Ҫ���ƺ�䓽Y(ji��)��(g��u)���̵�Ʒ�|(zh��)���������ȫ��(sh��)ʩ���ˆT���и߶ȵ�Ʒ���J(r��n)�R�����빫����������ʩ����ˇ��ʩ���������S�T��ʩ����Ӗ(x��n)����ȫ��Ʒ�±��Cϵ�y(t��ng)�����_�����M�ęz�y�ֶκ͙z�y���ߡ�
����䓽Y(ji��)��(g��u)�������҇����صİl(f��)չ��(y��u)�ݣ����ӽ�(j��ng)�����档�ڽ����I(y��)��ͻ������Դ�ͭh(hu��n)���wϵ�_�l(f��)���|ݸ(li��n)��䓽Y(ji��)��(g��u)�ڽ���䓘�(g��u)�Ќ����˶����Ժͽ������W(xu��)�y�c�����H����g�����ȵĹ����c���I(y��)��������Ī�١����Ԍ������m�ߘ�(bi��o)��(zh��n)�������������c���ý���Ҳ������M���������������
(li��n)�����p䓽Y(ji��)��(g��u)������픲����p�|(zh��)��(f��)�ϰ���ɫ���Ͱ塢�|(zh��)�p���ɫ���ӡ��������^���p�ɡ������w�ԏ����������ܺØO���·f�F(xi��n)���������L(f��ng)��
�a(ch��n)Ʒ�;��Ժá��ɿ��Ըߡ������p������˻��A(ch��)������Ⱦ�h(hu��n)����������r���ҟo��ɳ��ʯ������ʩ����ȫ����ù��S�A(y��)�ư�İ��b���ҟo�艦������b��F(xi��n)�����b�ķ�ʽ�M���Ŀʩ����ʩ�����������s�̣��M�ȘO�졣�����ɶ�β��b���؏�(f��)ʹ�ã��������_�ٷ�֮��ʮ���ϡ���(g��u)�����|(zh��)�����Ⱥá�����С������������e�����g�����ʸߣ������m�ϵ͌Ӵ��Ƚ�����
Ŀǰ��䓽Y(ji��)��(g��u)�������������صă�(y��u)�ݡ�Ѹ�ٵ���ȫ�����؏V������l(f��)չ��